What is Sizing in Powder Metallurgy?
Sizing is one of secondary operations in powder metallurgy. It re-presses the sintered parts to achieve higher accuracy. Why do that? This is because during
Wondering why sintering process in powder metallurgy is important? It significantly boosts the strength, density, and structural integrity of powder metal parts.
This blog post will detail the sintering process stage by stage. But before that, let’s start with the history of powder metallurgy to help you better understand. Then, we will go on to discuss the effects of atmosphere and equipment in the sintering process.
Did you know this manufacturing method dates back to ancient Egypt? People used metal powder to make tools and even precious jewelry! Since the 19th century, with the demand of complex parts increasing, powder metallurgy has developed rapidly. Today, powder metallurgy has become an advanced production process for making high-precision parts.
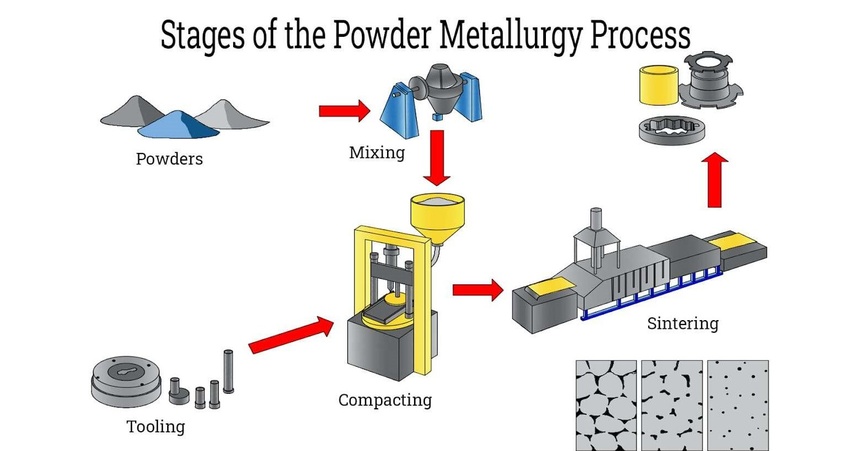
This manufacturing process begins by mixing metal powders into a uniform powder mixture, then pressing powdered metal under intense pressure into molds. Finally, sintering these shaped parts in a controlled atmosphere to effectively fuse the particles together.
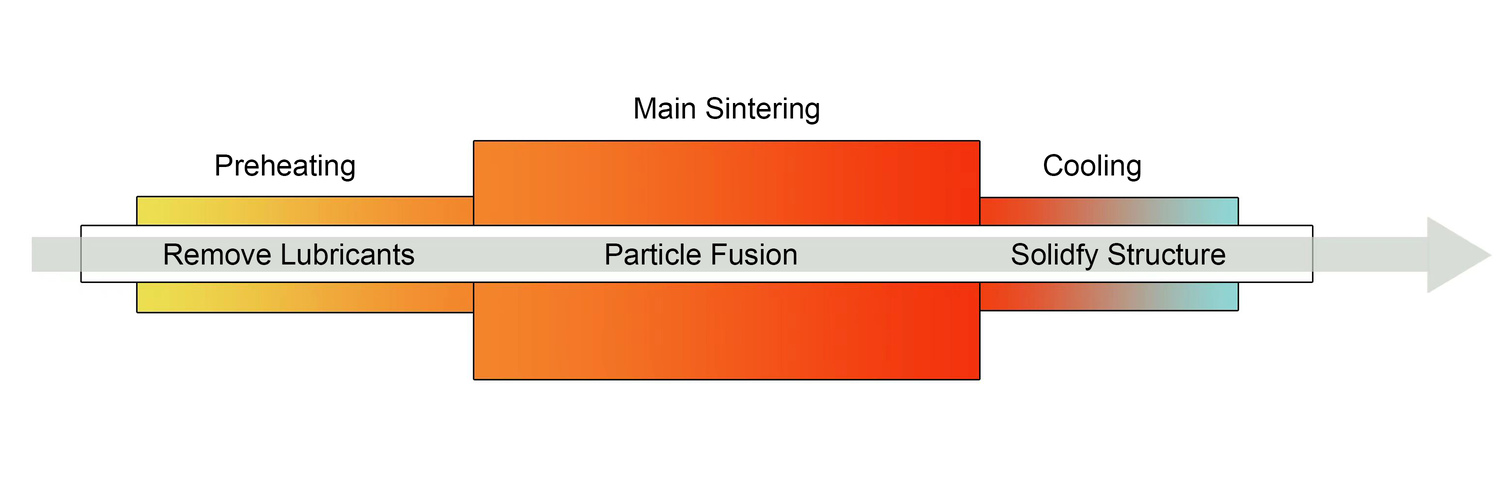
Sintering process unfolds in three key stages: preheating, main sintering, and cooling. Each stage is crucial for achieving the beneficial properties such as tensile strength, mechanical strength.
Preheating, the initial stage, gradually heats the powder metal components from 200°C to 300°C.
Why is this necessary?
Removing lubricant from the compacted powder particles is a primary goal. It minimizes surface oxides and prepares the material for heat treatment. These lubricants, while aiding in compaction, must be removed to prevent adverse chemical reactions.
Furthermore, preheating helps evaporate any moisture in the powdered metal. That is because, at high temperatures, moisture can cause defects such as porosity or steam pockets within the material, which would weaken the structural integrity of the finished product.
In addition, gradual increase in temperature helps avoid the creation of internal stresses and potential distortions or cracks in the material. And preheating paves the way for particles to bond effectively in the main sintering stage.
This is where the magic happens.
In the main sintering phase, temperatures escalate to about 70-90% of the metal’s melting point. Take, for example copper-based parts, which are sintered at roughly 820°C, iron-based parts at around 1120°C, and stainless steel parts nearing 1250°C.
The chief aim during this phase is to elevate the compacted powder to a temperature conducive to particle fusion. This process helps atoms move across particle boundaries, creating strong, unified structures.
As a result, the mechanical properties are significantly improved, such as hardness, strength and wear resistance, thereby increasing the functionality and longevity of the sintered components.
The main sintering stage also involves controlled atmospheres and precise temperature control, allowing for the customization of material properties to meet specific needs. You can engineer specific properties such as magnetism, electrical conductivity, and corrosion resistance. This depends on the metal powder and sintering conditions.
The cooling stage follows the main sintering process. It solidifies and stabilizes the parts. Gradually cooling from high to room temperature preserves the part’s structural integrity established during sintering.
Cooling rates are critical in shaping the material’s microstructure. Slower rates are recommended because they refine the microstructure and enhance mechanical properties like toughness and strength.
Effective cooling helps relieve stresses that develop during the sintering process. If not properly managed, these stresses could lead to warping or cracking as the parts cool.
Moreover, adjusting the furnace atmosphere can improve surface properties or control oxidation levels.
For instance, creating a protective oxide layer during cooling significantly enhances the corrosion resistance of certain metals. For instance, creating a protective oxide layer during cooling boosts the metal’s resistance to corrosion.
Sintering process specifically enhances the following mechanical properties of parts:
Sintering significantly enhances both the hardness and strength of materials, making them capable of handling substantial loads and stresses.
The process increases density and strengthens particle bonds, boosting wear resistance—vital for parts that endure constant friction.
Enhanced properties from sintering enable materials to resist repeated stress, promoting long-term durability and reliability.
Through controlled sintering, materials become more flexible and less likely to crack under stress, which is crucial for sustaining structural integrity.
Since sintering occurs below the melting point of the material used, it conserves more energy than traditional melting processes.
Sintering also betters the magnetic properties of materials compared to casting or machining, making it ideal for applications needing efficient magnetic responses.
Different advanced sintering furnaces serve various needs within the advanced powder metallurgy process, such as accurate sintering control for magnetic applications. Below we detail the primary types of furnaces used:
Pusher Furnaces:
These furnaces are specifically designed to handle high-volume, consistent production of powder metallurgy parts.Pusher furnaces transport parts through multiple temperature zones to optimize the sintering process.
These furnaces are used for sintering a wide range of metal parts, particularly when uniform heating and controlled atmosphere are critical.
Compared to pusher furnaces, belt furnaces offer a continuous, smooth transport mechanism. This feature reduces handling and minimizes potential damage to parts.

Vacuum furnaces perform sintering processes under a high vacuum to prevent oxidation and contamination from atmospheric gases.
These furnaces are ideal for sintering advanced materials that require ultra-clean environments to maintain material integrity and properties.
The following is a comparison of the main sintering furnaces.
Sintering Furnaces types | Capacity | Cost Implication | Sintering Time |
Pusher Furnaces | About 3 tons per cycle | Initial investment is high and subsequent production costs are low. The cost is approximately US$0.41 to 0.55/KG. | Fast(about 3.5h per cycle) |
Conveyor belt furnace | About 2 tons per cycle | Initial investment is high and subsequent production costs are low. The cost is approximately US$0.41 to 0.55/KG. | Fast(about 4.5h per cycle) |
Vacuum Furnaces | About 0.2 tons per cycle | The initial investment and subsequent production costs are high. The cost of is approximately US$2.07 to 4.14/KG. | Low(about 20h per cycle) |
Sintering process takes place in a controlled atmosphere. These atmospheres significantly affect the properties of the material.
Often used for its inert properties, nitrogen prevents oxidation during the sintering process, maintaining the purity of powdered metal. It’s particularly common in sintering stainless steel and high-speed steels to avoid unwanted chemical reactions.
Acting as a reducing agent, hydrogen is effective in removing oxides from metal surfaces, which is essential for ensuring strong particle bonding. It’s widely used for sintering metals like copper and iron to enhance their mechanical properties.
Another inert gas, argon is used in situations where even the slight reactivity of nitrogen might be a concern. It provides a clean atmosphere, crucial for sintering high-purity metals and specialty alloys.
A vacuum atmosphere is used to remove air from the sintering process environment, minimizing oxidation and contamination. It’s ideal for sintering advanced materials and components requiring high precision and purity.
Gasbarre, headquartered in PA, United States, was founded in 1973, to design and manufacture equipment for the powder metallurgy industry.
Abbott Furnace Company, based in PA, United States, manufactures industrial furnaces. They mainly produce sintering furnaces, annealing furnaces, tempering furnaces, and special furnace products.
Centorr Vacuum Industries, based in Nashua, New Hampshire, USA, manufactures high-temperature vacuum and controlled atmosphere furnaces.
Challenge in sintering process
From our extensive experience in the powder metallurgy industry, controlling the product’s shrinkage ratio presents a significant challenge in the sintering process. So we typically create basic molds to test the expansion and shrinkage ratios in new sintering furnaces, significantly reducing the risk of dimensional deviations. However, controlling dimensional changes in every new product type remains a complex task.
Do you have any effective solutions to this challenge, or are there aspects of powder metallurgy sintering that still confuse you?
Leave a comment below and share your thoughts.
I’m here to hear from you!
Smaller batch furnaces can manage anything from a few kilograms to several hundred kilograms of material each cycle, making them perfect for specialized or customized production.
In contrast, larger industrial-scale continuous furnaces, like conveyor belt furnaces, are capable of processing several tons of material in a single cycle, making them well-suited for mass production.
Sintering furnaces differ greatly in length depending on their design and intended use.
Batch furnaces, which are generally utilized for small-scale production, usually measure between 10 and 30 meters.
In contrast, continuous furnaces, aimed at high-volume production, often extend beyond 30 meters to accommodate a steady flow of parts through multiple heating zones.
Belt speeds in sintering furnaces usually vary from 100 to 130 mm/min.
Adjusting this speed is critical for controlling sintering times accurately, ensuring that parts are exposed to the necessary temperatures for the proper duration.
This precision is essential for achieving optimal densification and the desired mechanical properties of the parts.
Usually, sintering leads to a rougher surface on the finished parts.
To get a smoother surface, you often need to do additional processes after sintering, like machining or grinding.
These steps help make the parts look better and function more effectively.
Sizing is one of secondary operations in powder metallurgy. It re-presses the sintered parts to achieve higher accuracy. Why do that? This is because during
The manufacturing of powder metallurgy parts starts with compaction. This process applies intense pressure to create customized parts that have specific strength, density, and complex
What is blending in powder metallurgy? Combine powders, alloying elements, and lubricants to determine the characteristics of finished product. This process is referred to as
