
Secondary Operations in Powder Metallurgy
Sintering is a great way to boosts parts strength. However, it is not perfect. You may require addition features through secondary operations in powder metallurgy
Sizing is one of secondary operations in powder metallurgy. It re-presses the sintered parts to achieve higher accuracy.
Why do that?
This is because during sintering process, the product undergoes size changes due to thermal expansion and contraction. Another reason is that the parts require high tolerance precision, which cannot be attained in one go.
In this blog, we’ll dive into the detailed process of sizing in powder metallurgy. It includes the following:
Sizing in powder metallurgy includes the following steps:
Start by fully inspecting each part after sintering and pick out those not unqualified.
Then, for more precise external or internal measurements, consider using a micrometer. Or, you can apply a height gauge to measure critical dimensions.
Die materials for sizing process are usually employed high-strength tool steels, such as AISI 4140, C 11, or CPM-10V, which offer high wear resistance and toughness. The chosen material often undergoes heat treatment processes to strength hardness and resistance.
Your die design should match the final dimensions and tolerances of the sintered product. Make sure to consider material properties like shrinkage and springback.
Your die designs should also include features that make it easy to remove the sintered components from the mold. It helps minimize damage to both the parts and the die. Also, ensure proper venting to allow air to escape during sizing process.
To prolong the life of the die, you can take the following measures:
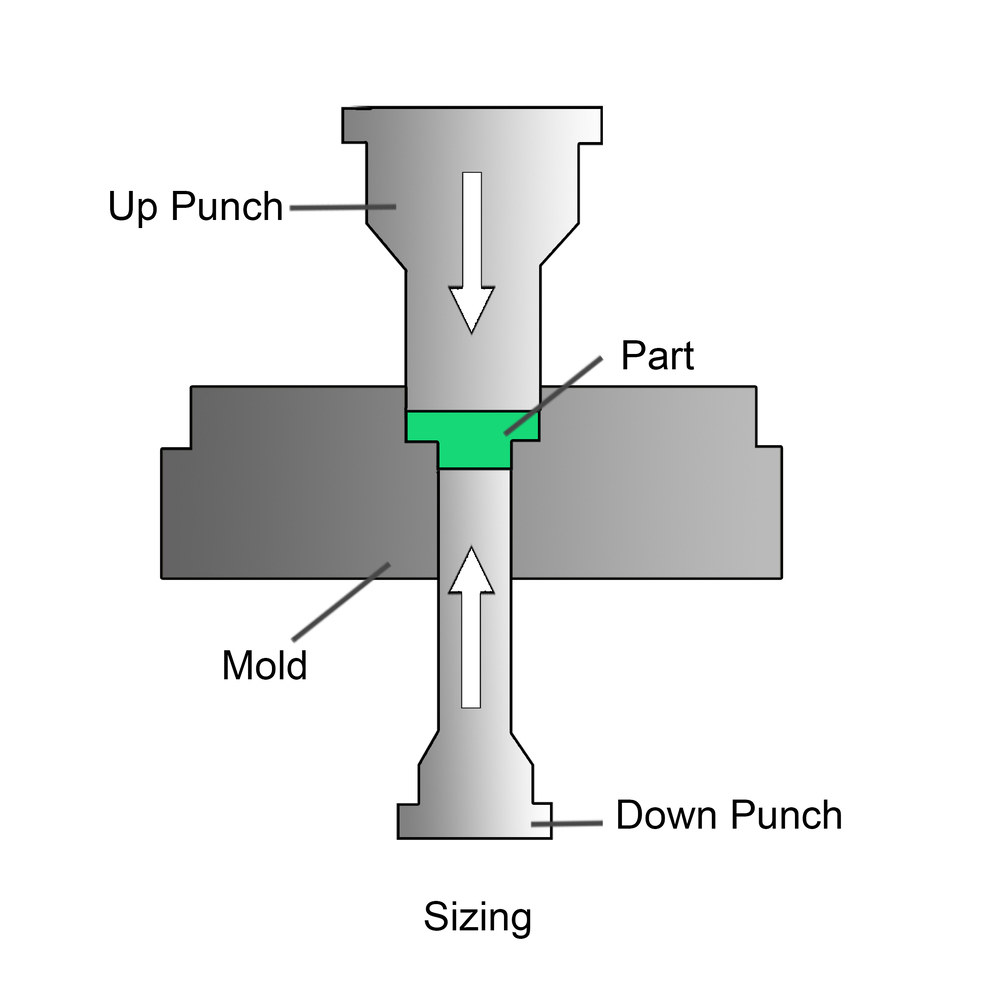
First, place the product that need sizing into the die. Start the press, and apply vertical pressure to the product through the upper punch.
Under this pressure, the product’s surface layer deforms, filling the mold cavity and sealing surface pores. Once the pressing is complete, the lower punch pushes the product from die. The product is then removed.
You can choose between fully automatic and semi-automatic presses for sizing. Generally, a fully automatic shaping press operates at a rate of 10-20 pieces per minute. The maximum pressures of these presses range from tens to hundreds of KN. Their tonnage ranges from tens to hundreds of tons.
The applied pressure is usually lower than that used in compaction process. And it’s important to ensure it’s not so high as to damage the die. Besides, sizing time is generally short, often only a few seconds. This is enough to make the adjustments to the parts without causing damage or undue stress.
Once sizing process is complete, inspect sizing dimensions of the product. This is done to ensure that it meets the specified dimensions, surface quality and mechanical properties.
To do this, tools such as micrometers and coordinate measuring machines (CMM) are used. If the product does not satisfy the accuracy requirements, secondary sizing process or CNC machining process is necessary.
You can visually inspecting the cracked part. These parts may produce defects due to excessive pressure during sizing process.
Generally, parts after sintering process can reach an accuracy of about 0.04 to 0.03mm. Higher precision can be achieved through sizing, even reaching an accuracy of 0.01mm.
Sizing reduces the range of dimensional variation, making the product more closely match the standard dimensions.
In addition, sizing promotes parts produced in different batches maintain uniform dimensions and properties. This is conducive to the stability of finished product performance. It can also slightly boost the mechanical strength of the part by re-pressing.
In powder metallurgy, surface irregularities may occur due to the packing and heating of powder particles. Sizing process aids in smoothing out these irregularities by applying external pressure.
Sizing effectively reduces roughness by compacting the surface particles closer together. This leads to a more uniform and smooth finish for the part.
Moreover, sizing contributes to realize surface sealing of oil-containing products. It compacts the surface to reduce porosity, which improves oil retention. This denser surface not only holds oil better, ensuring continuous lubrication, but also strengthens the part. Surface sealing is mostly applied to powder metallurgy oil-impregnated bearings.
Repeated exposure of the die to hard metal powders will increase die wear. And die wear can damage the tighten tolerances and surface quality of the final product.
Springback occurs when a material returns to its original shape after the applied pressure is removed. It can cause parts to deviate from their intended dimensions and shape. Therefore, you may need additional post-sizing treatments or adjustments for this situation.
Sizing are not ideal for some metal powders. For instance, sinter hardened powder (FLC-4608) becomes very hard after sintering, often exceeding HRC 30 in hardness. Pressing these hard material can lead to dimensional inaccuracies and damage to the dies.
Sizing generally has two types: fully automatic and semi-automatic. They all employ mechanical presses or hydraulic presses.

Fully automatic sizing is suitable for small and complex parts. The main tools are follows:
Receiving Tray align and organize small parts into the correct orientation before sizing.

Robotic arm is responsible for picking up parts from vibrating plate and placing them into the die, as well as removing the parts. This reduces human operational errors and increases throughput.
For larger parts or a low-volume order, manual methods works better. In this way, workers manually place powder metal parts into the die and take them out. The advantage of this method is that the cost is lower and it can be flexible for parts of different sizes. However, it has lower throughput.
In our practical applications, sizing offers many benefits, particularly in improving component tolerances. However, sizing isn’t ideal for all types of parts. It works well for processing a single dimension and struggles with multiple dimensions.
For parts with regular inner and outer diameters, sizing can effectively improve their precision. Yet, it is very challenging to perform sizing for special-shaped and irregular parts, such as gears.
Workers handle about 10 to 15 parts per minute. In China, the monthly salary of an average worker is approximately $550 to $620. The labor cost for sizing a part is about $0.04 to $0.11. So, sizing is an economical way to achieve tighter component tolerances.
No.
The dies for sizing are not the same as those used in the compaction.
Compaction process dies have more complex shapes.
Sizing dies often corrects the size of a single dimension of the part. They are specifically designed to attain precise tolerances for parts.
No.
Compacting presses operate at higher tonnages because they need to press the metal powders into a dense, coherent mass.
Sizing presses make small dimensional adjustments to the parts, so the force applied does not need to be as high.
Sintering is a great way to boosts parts strength. However, it is not perfect. You may require addition features through secondary operations in powder metallurgy

Impregnation is a wonderful secondary process to fill the pores of powder metallurgy (PM) parts. There is another process to do it—Infiltration. Infiltration in powder
Powder metallurgy (PM) parts are known for their high precision and fast production. However, sintered parts contain many pores, which may lead to internal corrosion

One comment
Hello there, just became alert to your blog through Google,
and found that it’s really informative. I am going to watch out for brussels.
I’ll be grateful if you continue this in future.
Many people will be benefited from your writing. Cheers!